

Food & Beverage Sealing Solutions

Hygienic, FDA-Compliant Sealing Systems for Food Processing, Beverage Production, and CIP/SIP Environments
Overview
 |
The food and beverage industry requires sealing solutions that meet strict hygiene, safety, and regulatory standards. Seals are widely used in pumps, valves, mixers, filling equipment, and piping systems where preventing contamination and maintaining reliable operation are critical. |
Unlike standard industrial applications, food-grade seals must comply with FDA and EU requirements while withstanding frequent CIP and SIP cleaning cycles, temperature variation, moisture, and aggressive cleaning agents.
Failure of sealing systems can lead to contamination, production downtime, regulatory issues, and increased maintenance costs. Tesel Seal develops hygienic sealing solutions engineered for safety, durability, and long-term performance in demanding food and beverage environments.
Operating Conditions and Engineering Parameters
Cleaning and Chemical Exposure
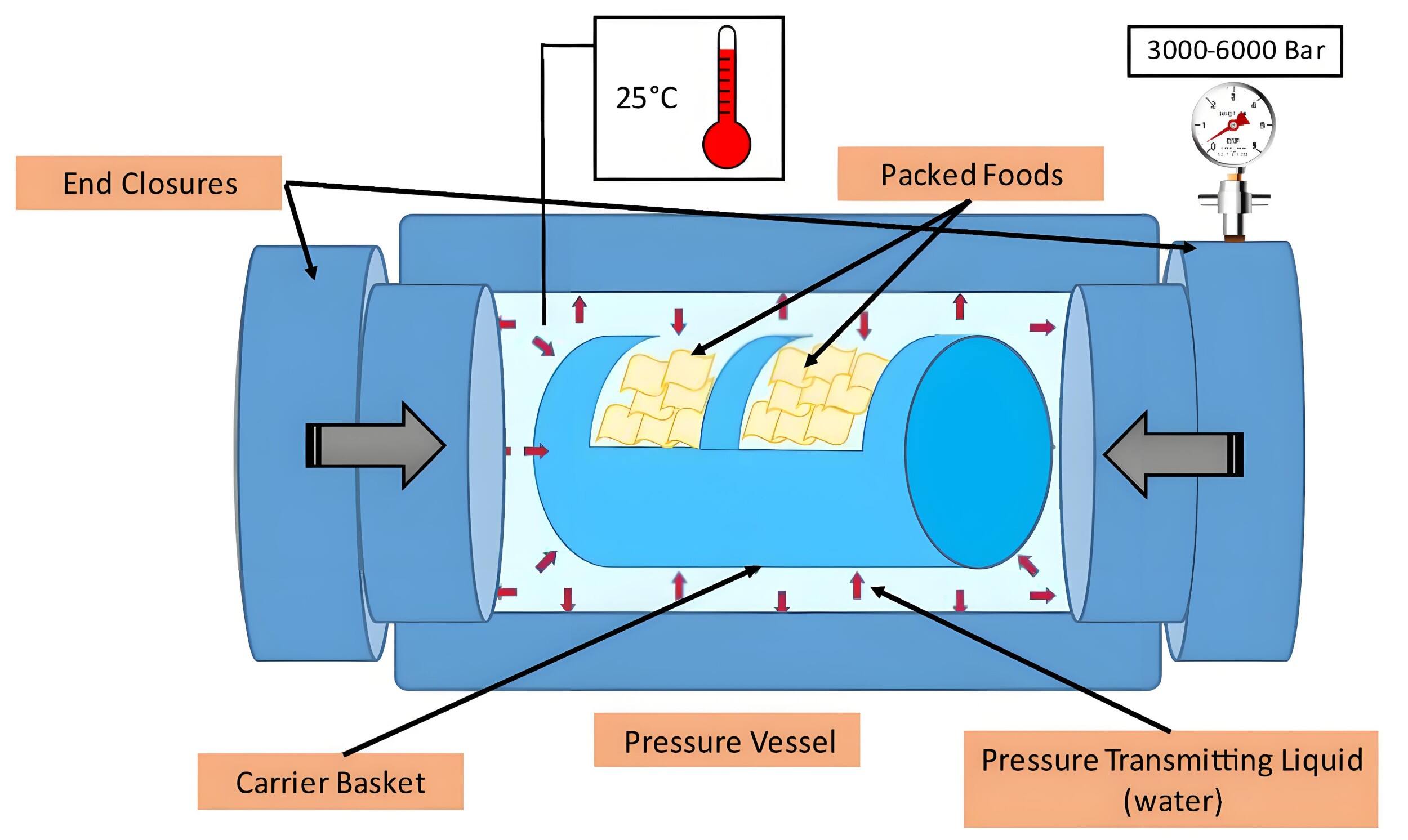
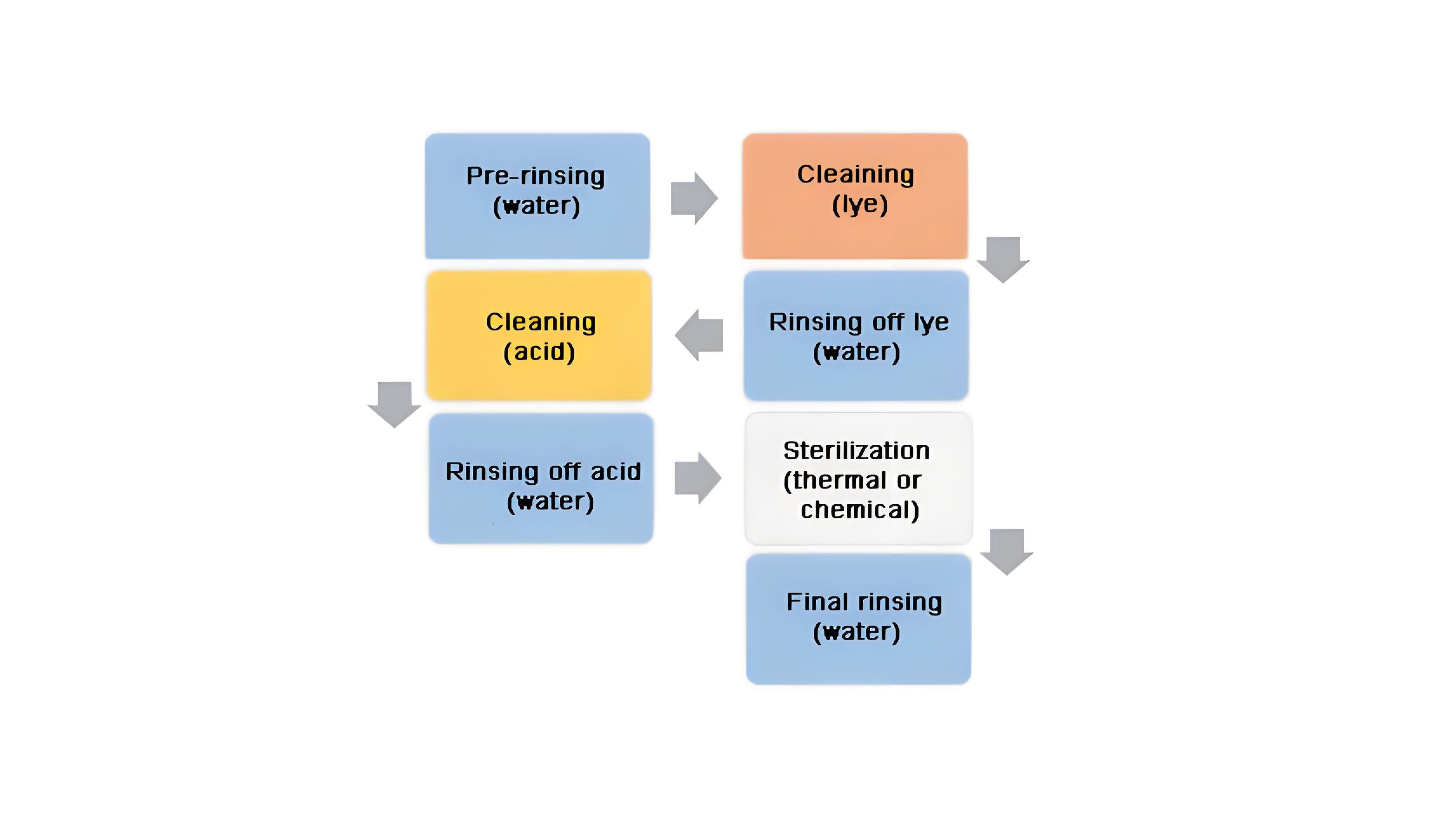
Food processing systems are frequently exposed to hot water, steam, and aggressive cleaning chemicals during CIP and SIP processes. Seals must resist chemical attack and material degradation.
Temperature Variation
Seals operate under both low-temperature storage and high-temperature sterilization conditions. Materials must maintain stability during rapid thermal cycling.
Dynamic and Static Operation
Sealing systems are used in both moving equipment such as pumps and mixers and static applications such as tanks and pipelines. Reliable sealing performance is required in both conditions.
Hygiene Requirements
Seal designs must prevent contamination, eliminate dead zones, and support easy cleaning to maintain hygienic operation.
Key Challenges in Food & Beverage Sealing
Hygiene and Contamination Control
Seals must prevent bacterial growth, contamination, and particle generation in hygienic processing environments.
Regulatory Compliance
Materials must comply with FDA, EU, and food safety standards to ensure product safety and regulatory approval.
Chemical Resistance
Cleaning chemicals and sterilization processes can accelerate material degradation. Proper seal materials help maintain long-term performance.
Thermal Stability
Frequent temperature changes can affect sealing force and material integrity. Seals must remain flexible and stable across wide temperature ranges.
Wear and Mechanical Stress
Dynamic equipment such as pumps and mixers subjects seals to continuous motion and wear, requiring durable and hygienic sealing solutions.
Key Features and Performance Advantages
Sealing Technologies
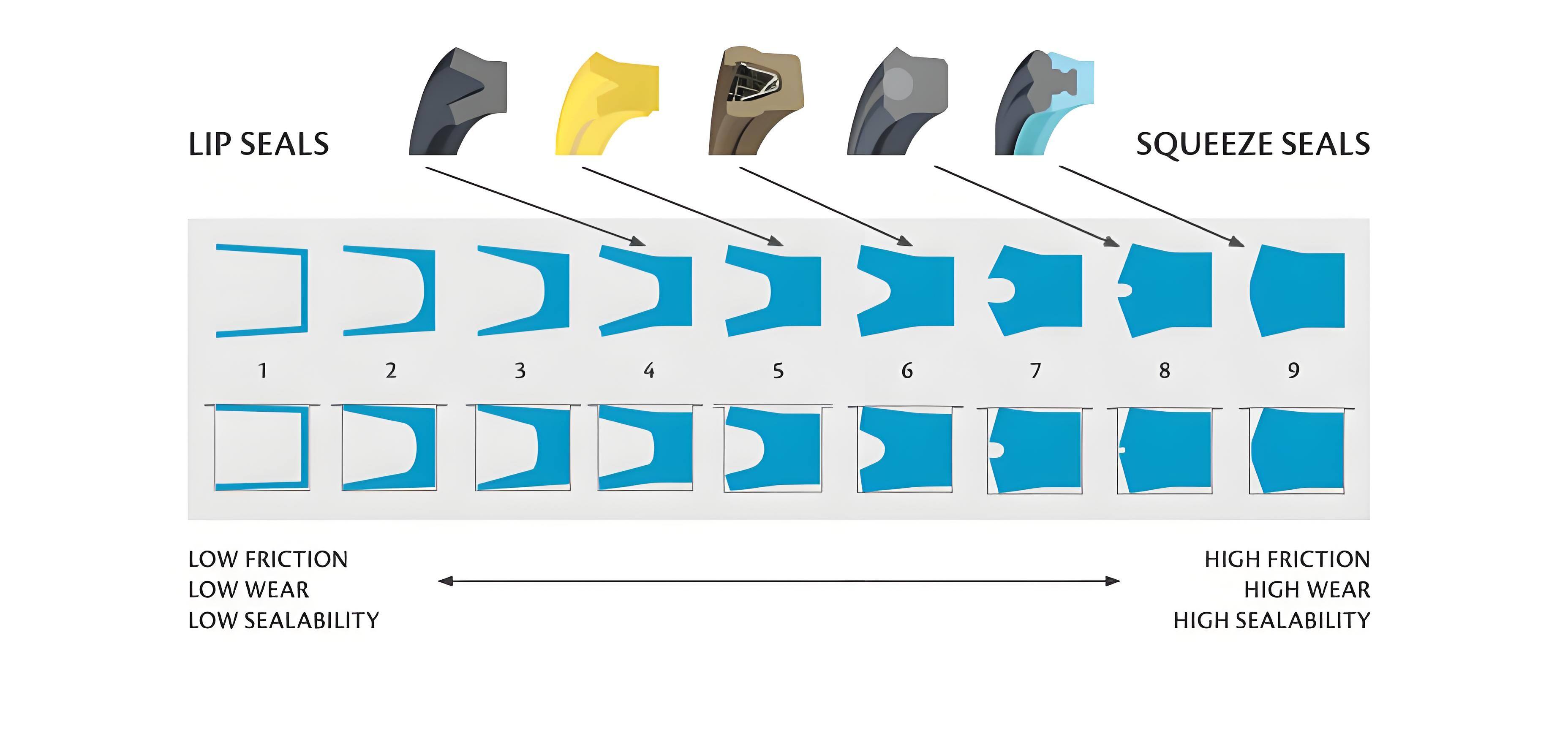
At Tesel Seal, we provide a full range of hygienic sealing technologies for food and beverage applications:
Material Selection Strategy
Material selection must consider regulatory compliance, chemical exposure, and operating conditions.
|
Material |
Key Benefits |
Application |
|
Silicone |
Flexibility, temperature resistance |
Food contact |
|
EPDM |
Chemical resistance, steam compatibility |
CIP/SIP |
|
PTFE |
Low friction, chemical stability |
Aggressive environments |
|
FKM |
Chemical and temperature resistance |
Specialized applications |
Selecting the correct material ensures compliance, performance, and long-term reliability.
Applications
Food Processing Equipment |
Used in mixers, pumps, and conveyors where hygiene and reliability are critical.
|
Beverage Production |
Seals are used in filling lines and processing systems to maintain product integrity.
|
Dairy Processing |
Requires hygienic sealing solutions that can withstand frequent cleaning cycles.
|
Packaging Systems |
Sealing systems ensure contamination-free packaging and product quality. |
Failure Analysis
Common failure modes include:
- Material degradation due to chemical exposure
- Swelling or cracking from cleaning agents
- Contamination caused by poor design
- Loss of sealing performance due to thermal cycling
Understanding these mechanisms helps improve sealing system design and reliability.
Performance Optimization
Optimizing sealing performance involves selecting appropriate materials, designing hygienic geometries, and ensuring compatibility with cleaning processes.
Reducing contamination risk and improving durability are key objectives.
Buyer Guide
Key factors to consider when selecting sealing solutions:
- Compliance requirements (FDA, EU)
- Cleaning processes (CIP/SIP)
- Temperature range
- Chemical exposure
- Application type
Working with experienced suppliers such as Tesel Seal ensures optimal selection and long-term performance.
Why Choose Tesel Seal
- Extensive experience in hygienic sealing applications
- Deep understanding of food safety and regulatory requirements
- Custom-engineered solutions for specific processes
- High-quality materials and precision manufacturing
- Engineering support throughout the product lifecycle
Custom Engineering Capabilities
At Tesel Seal, we work closely with OEM manufacturers and processing equipment designers to develop optimized sealing solutions:
- Hygienic design optimization
- Material selection and validation
- Custom seal profiles
- Prototyping and testing
Our goal is to improve production efficiency, reduce downtime, and ensure compliance.
FAQ
What makes a seal food-grade?
Food-grade seals are made from materials approved for contact with food and compliant with regulations such as FDA and EU standards.
How often should seals be replaced?
Replacement intervals depend on operating conditions, but high-quality seals are designed for extended service life.
Can sealing solutions improve production efficiency?
Yes. Reliable sealing reduces downtime, prevents leaks, and ensures consistent production performance.
Do you offer customized solutions?
Yes. We provide application-specific sealing solutions tailored to your equipment and processes.
Call to Action
Ensure Hygiene, Compliance, and PerformanceYour production depends on reliable and compliant sealing solutions.
Response within 24 hours |
 |